
by Łukasz Jakóbiec
DWG drukarka 3D — druga walka
Po pierwszej wersji okazało się, że linka SPECTRA i rozmiar drukarki nie pozwalają na wymaganą precyzję przy odpowiedniej prędkości.
Po pierwszej wersji okazało się, że linka SPECTRA i rozmiar drukarki nie pozwalają osiągnąć wymaganej precyzji przy odpowiedniej prędkości.
Moje obserwacje są takie:
- linka SPECTRA powinna mieć wytrzymałość ponad 60kg (moja miała 20kg)
- im większy obszar druku, tym bardziej widoczne jest rozciąganie SPECTRY (najbardziej w długiej osi Z)
- szpule SPECTRY do dużych drukarek robią się duże. Drukowanie ich z PLA odpada.
- budowa osi Z z linką SPECTRA dłuższej niż 200mm szybko robi się trudna
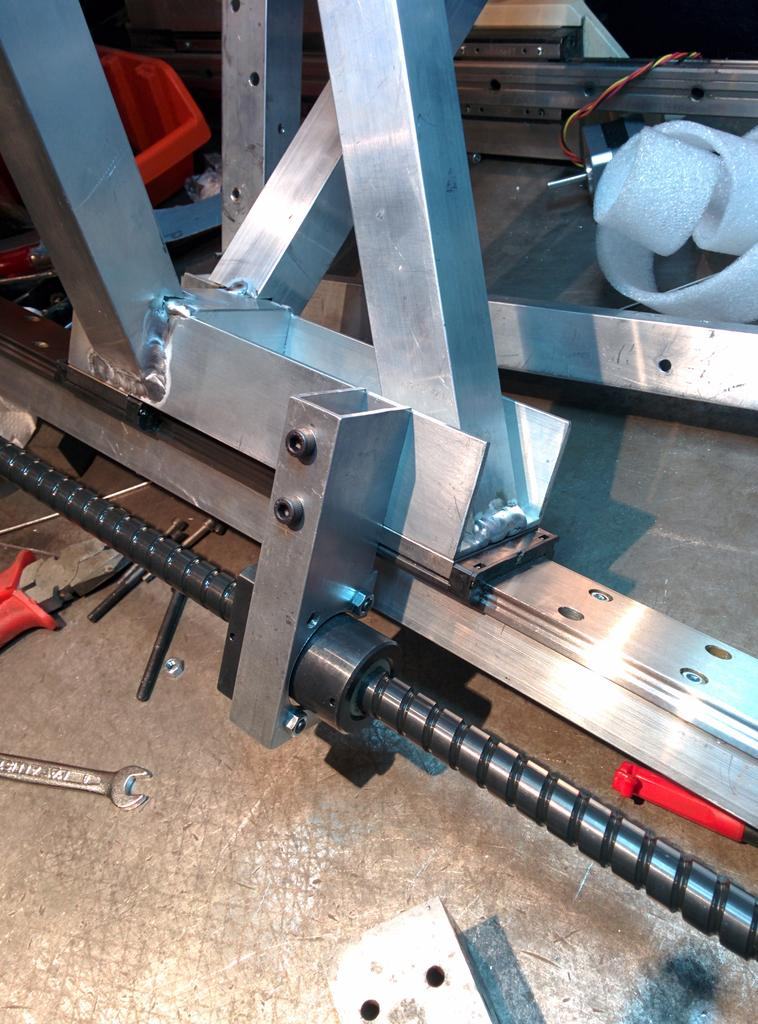
Z tych powodów przeszedłem na bardziej sprawdzony pomysł — paski GT2 w osi X. SPECTRA zostawiłem w osi Y, po przejściu na linkę dla większych obciążeń (ponad 80kg). Oś Z wymieniłem na śrubę kulową C5 szlifowaną, którą wcześniej kupiłem do mojej frezarki CNC. Oś Z napędza serwo AC 100W z enkoderem o 2048 impulsach na obrót, więc precyzja Z jest znakomita.

Postawienie na najlepszą jakość osi Z to według mnie najlepsza droga do dobrego druku. Druga sprawa to sztywność. Oś nie może się chwiać ani uginać — bo inaczej będziesz w kółko poprawiał poziom stołu, a "naciśnij print i wyjdź" nigdy nie zadziała.
Modernizacje
- prowadnica THK42 z dwoma wózkami SRS15WM
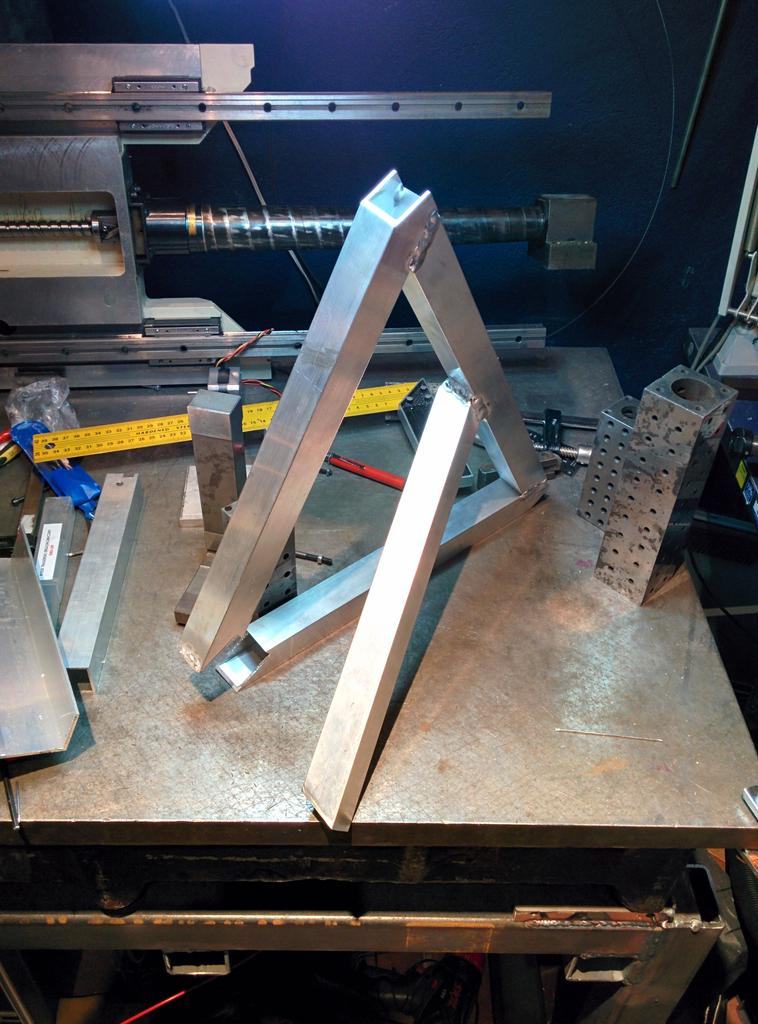
- spawany "trójkąt" stołu — sztywny i łatwy do precyzyjnego poziomowania
- śruba kulowa W1506FA-C5T NSK, 550mm długości użytecznej
- stół grzany krzemową grzałką 600W 220V przez przekaźnik SSR
- stół z aluminium precyzyjnego, równość do 0,1mm
- głowica ma zintegrowaną krańcówkę indukcyjną
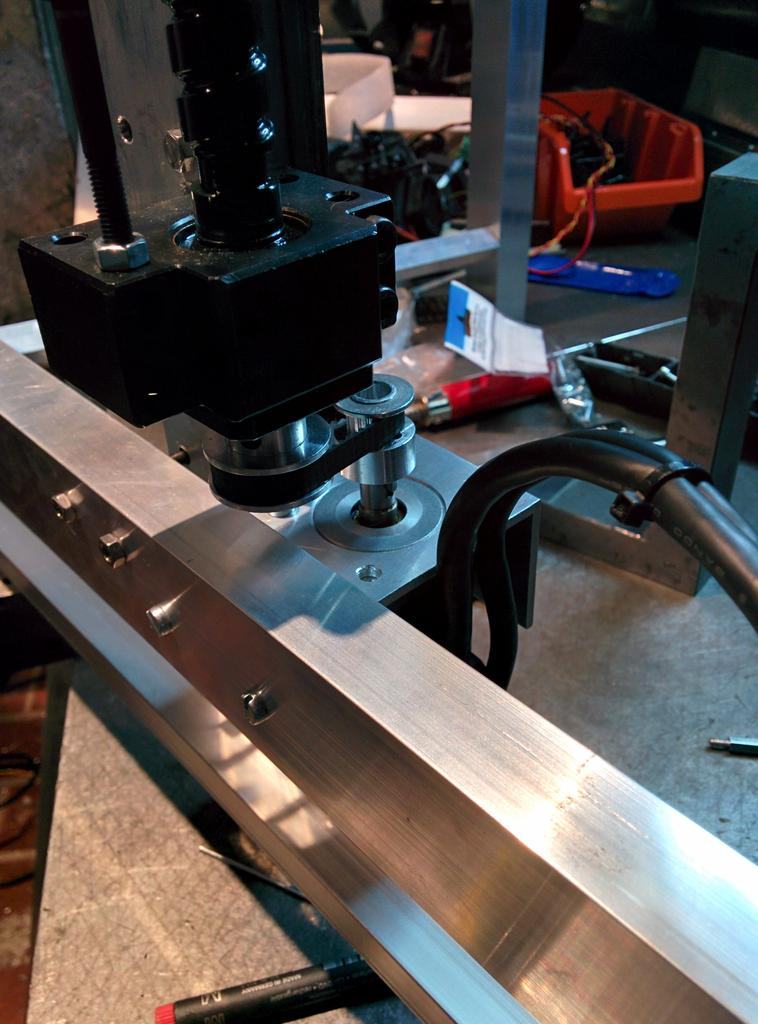
- oś X napędzana dwoma paskami GT2 po obu stronach
- zasilacz ATX wymieniony na mniejszy 10A 12V — stół grzany jest bezpośrednio z sieci
- oś Z napędza serwo AC 100W 220V z zamkniętą pętlą sprzężenia
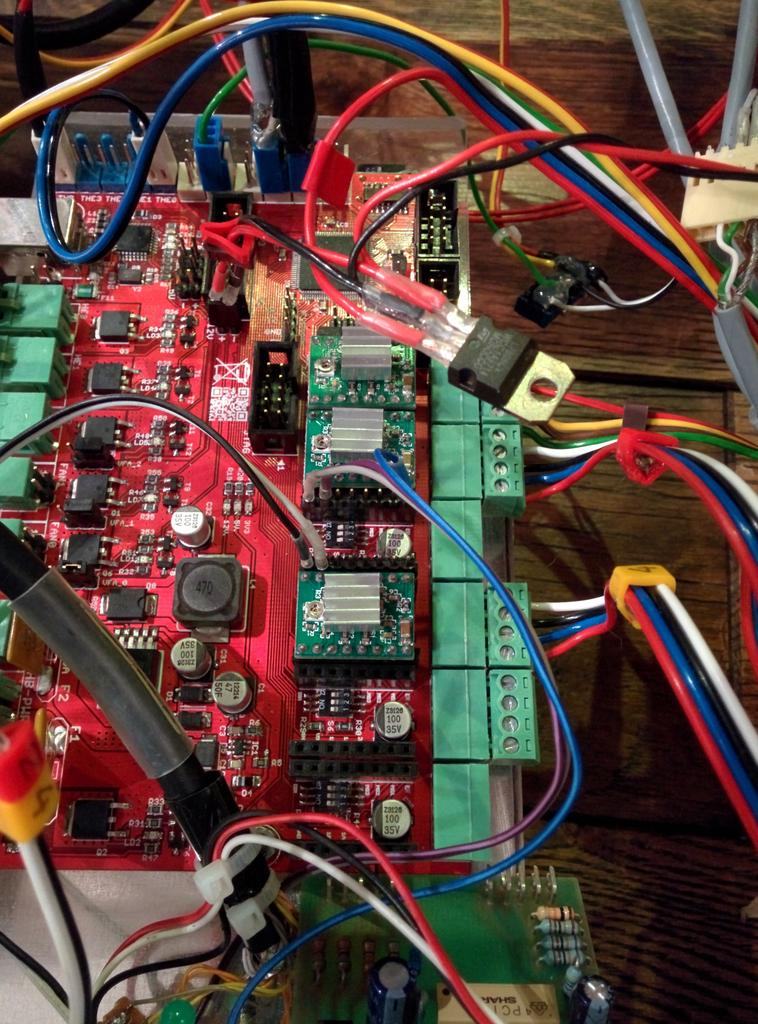
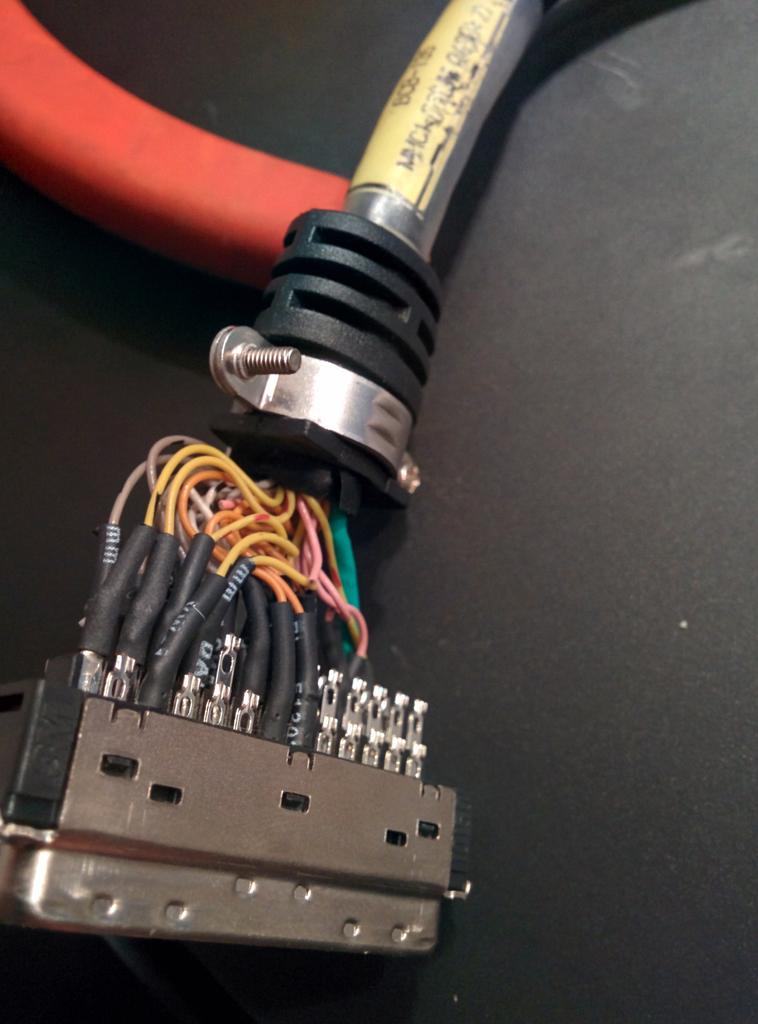
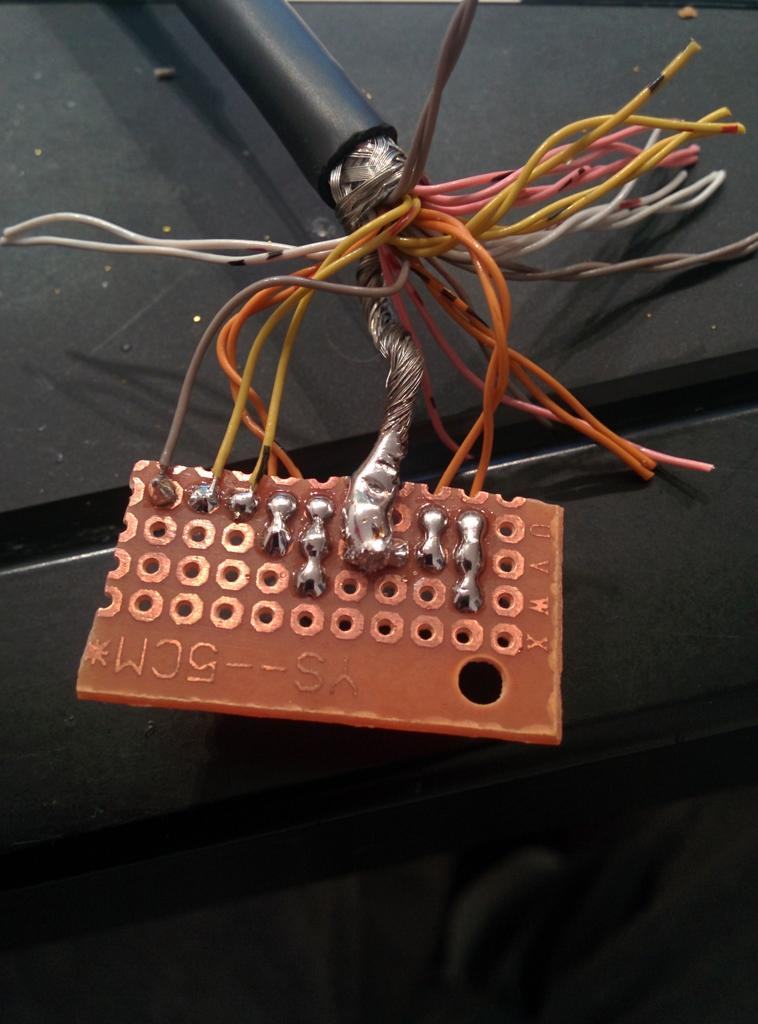
- kable upchnięte w wiązki z odpowiednimi złączami i ekranowaniem
- drukarka będzie miała obudowę :)
Oś Z
Żeby ruchy w osi Z były kontrolowane i powtarzalne, oś jest spięta spawanym trójkątem i jeździ na szerokiej prowadnicy THK.


Żeby ta kluczowa oś była precyzyjna, powtarzalna i szybka, postawiłem na profesjonalny serwonapęd.

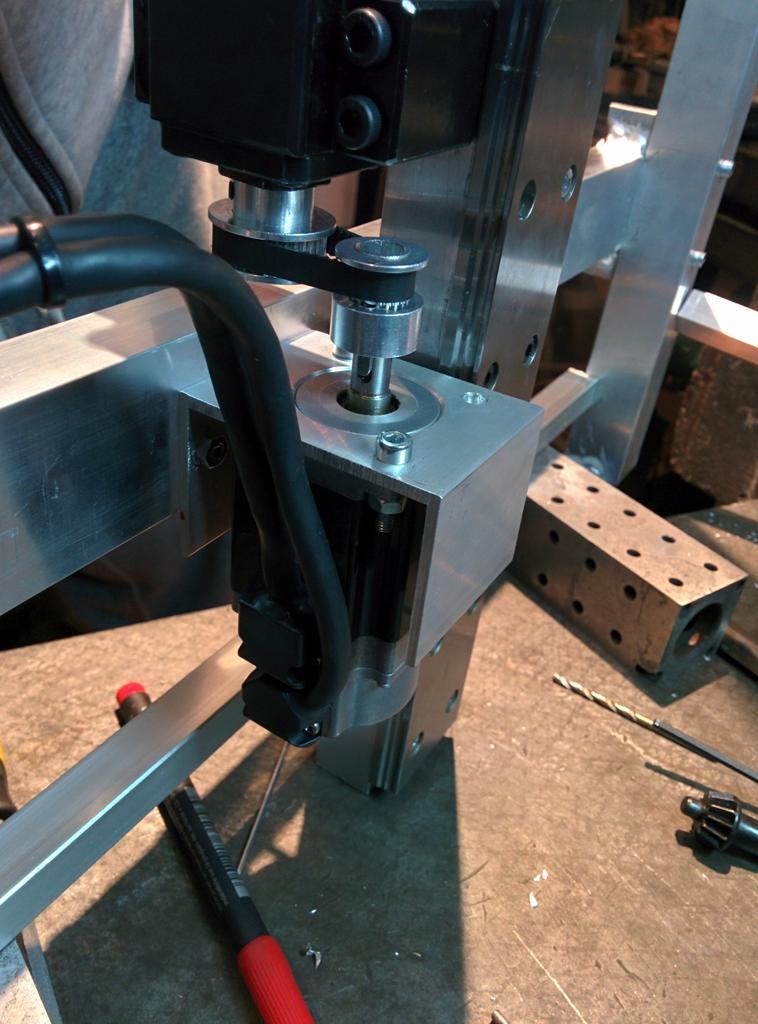


Servopack można sterować bezpośrednio sygnałami z logiki 5V — np. płytka RUMBA z AVR. Sygnał enable wymaga 24V, więc potrzebny jest mały dodatkowy zasilacz. Można też zewrzeć wejście enable do masy, żeby zostawić go zawsze "ON". Wolę móc wyłączać servopack, kiedy nie jest używany — mniej stresu dla drivera.

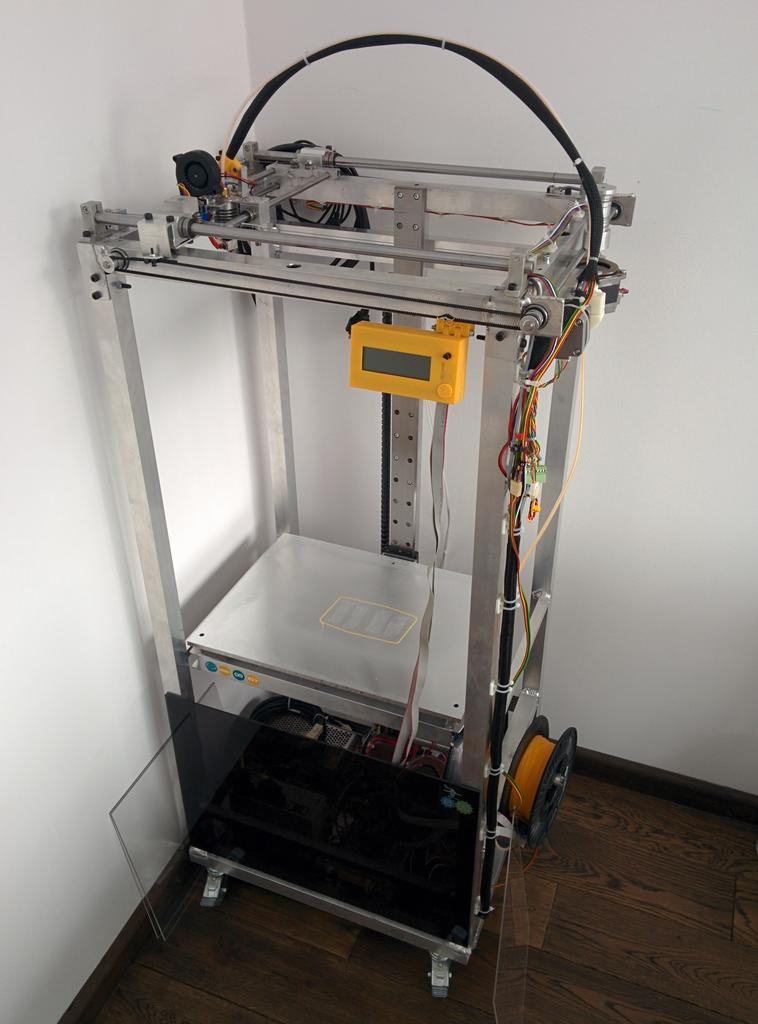
Teraz.
Po wszystkich modernizacjach tak to wygląda dziś.
Contact me
Questions, ideas, or spotted a bug? Send me a note.